
解决方案
 更新时间:2024-04-07
更新时间:2024-04-07 点击次数:404
点击次数:404
摩擦焊是指利用工件接触面摩擦产生的热量为热源,使工件在压力作用下产生塑性变形而进行焊接的方法。在压力作用下,是在恒定或递增压力以及扭矩的作用下,利用焊接接触端面之间的相对运动在摩擦面及其附近区域产生摩擦热和塑形变形热,使及其附近区域温度上升到接近但一般低于熔点的温度区间,材料的变形抗力降低、塑性提高、界面的氧化膜破碎,在顶锻压力的作用下,伴随材料产生塑性变形及流动,通过界面的分子扩散和再结晶而实现焊接的固态焊接方法。
随着社会对汽车节能减排的日益重视,轻量化技术得到了世界各汽车企业的高度关注。《中国制造 2025》中将轻量化作为汽车行业的重点发展方向,并提出要加快促进铝合金、镁合金等轻质材料在汽车上的应用以实现整车减重的目标。除了轻合金的使用外,成形、连接技术等工艺改进也是实现汽车轻量化的重要途径。搅拌摩擦焊技术是一种新型焊接工艺,具有接头性能好、低缺陷、高强度以及环保等特点,可对多种熔焊性能差的金属进行焊接,已广泛应用于航空航天以及船舶制造等领域。
CTB自2012年起将伺服应用到摩擦焊行业,通过大量的实际应用,不断创新突破,成熟的实现了旋转摩擦焊、搅拌摩擦焊(FSW)、搅拌摩擦焊接机器人领域伺服及电主轴应用技术的突破。发展至今,已成为国内摩擦焊行业控制应用历史较久、应用客户广泛、产品种类多样、方案优异的伺服厂商。
旋转摩擦焊
CTB熟知摩擦焊工艺,可为客户提供一站式解决方案;高性能、高响应、低惯量的伺服系统,过载能力强,满足快速停车及相位停车工艺;伺服液压推进及卡具,节能高效,降低生产成本,有效控制油温,适应各种复杂环境;此外,在传统伺服摩擦焊应用基础上,对相位焊、纯电推、电主轴等应用均有成熟产品及经验。
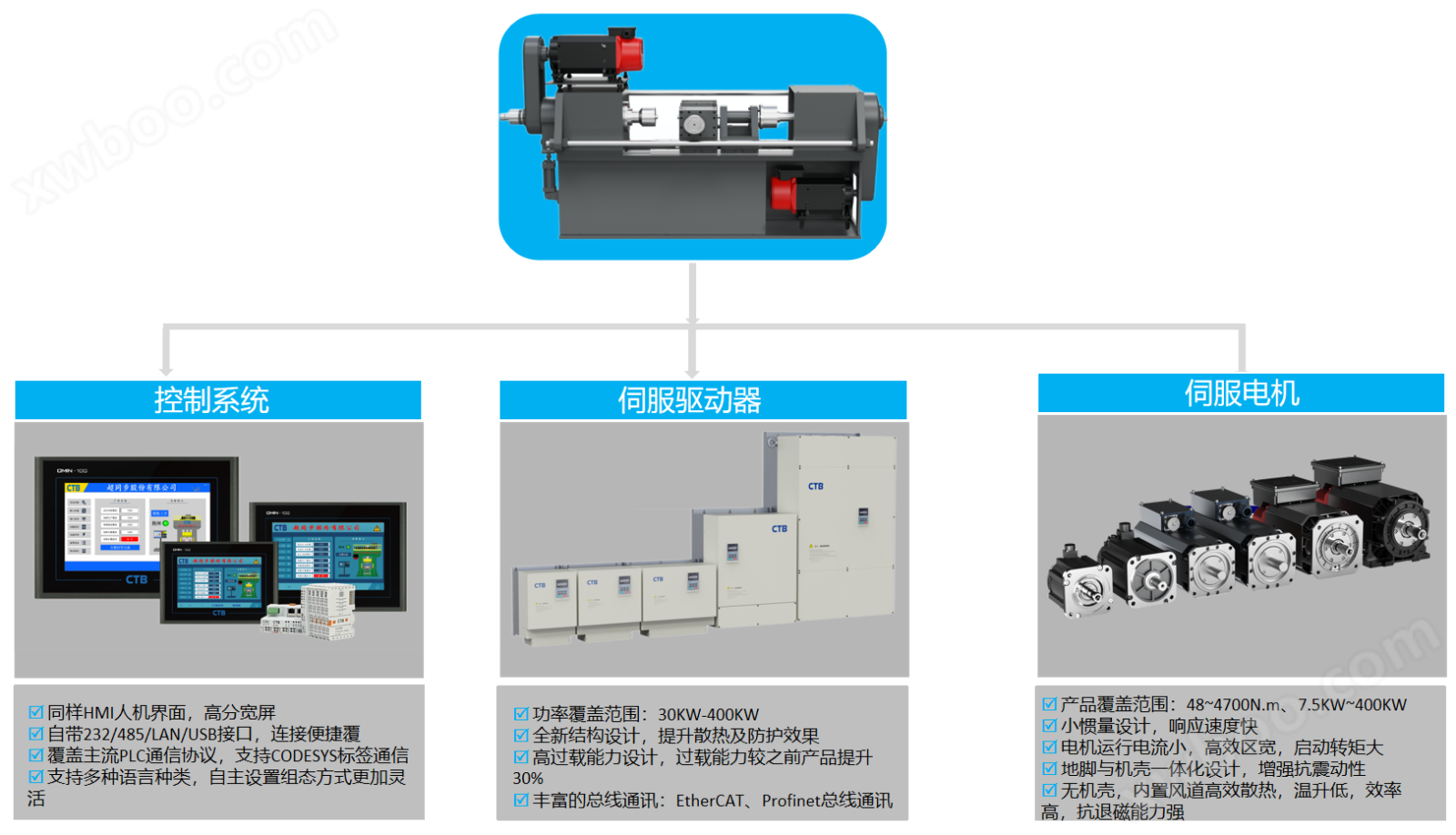
OMIN 10G是CTB推出的通用人机界面HMI ,搭载Cortex 4核处理器,800M主频分核运行更加快速;10寸液晶分辨率1024*600,画面细节更清晰;自带232/485/LAN/USB多种接口,设备连接更方便;覆盖主流PLC通信协议,支持OPC、MQTT、TCP/IP等通讯方式,同时提供标签通信能力;可配置IOT模块,实现设备在线数据监控,远程调试,远程升级等。
D18-G系列伺服驱动器是CTB最新研制的中大功率的交流伺服产品。该系列产品功率范围22KW-450KW,具有高防护,高过载,高性能等特点。整机防护等级IP40,过载能力2倍以上,支持多种总线控制Modbus TCP、EtherCAT、Profinet,M-Ⅲ,精确的控制算法提升了设备工艺,提高了加工效率。

伺服摩擦焊与传统摩擦焊对比
传统摩擦焊:
1)传统摩擦焊在主轴部分安装机械刹车,以此实现工艺中的主轴急减速停车。该方式,机械刹车在每次运行时均产生磨损,随使用时间变长,减速性能下降,导致产品质量不稳定,需要定期更换机械刹车。
2)传统摩擦焊机的液压部分,依靠普通电机带动油泵不停打油,依靠溢流阀调压、保压,保压过程中,产生大量回流,浪费了能源,且造成了油温升高,需要油冷机降温。
伺服摩擦焊:
1)伺服摩擦焊机的主轴使用伺服电电刹车,去除了机械抱闸装置,安装调试简单、维护成本低、产品稳定可靠。
2)伺服摩擦焊机,液压站取消了很多繁琐的液压阀,依靠液压伺服系统进行压力控制,避免了回流产生的能源浪费及油温升高。

搅拌摩擦焊
搅拌摩擦焊(FSW)方法与常规摩擦焊一样。搅拌摩擦焊也是利用摩擦热与塑性变形热作为焊接热源。不同之处在于搅拌摩擦焊焊接过程是由一个圆柱体或其他形状(如带螺纹圆柱体)的搅拌针(welding pin)伸入工件的接缝处,通过焊头的高速旋转,使其与焊接工件材料摩擦,从而使连接部位的材料温度升高软化,同时对材料进行搅拌摩擦来完成焊接。
搅拌摩擦焊 (FSW) 机器是市场上用途最广泛的大截面搅拌摩擦焊机。能够以机器人才能超越的敏捷性焊接复杂的轮廓,但功率、精度和刚性远远优于任何机器人。这些机器已被高速铁路系统制造商采用,作为大规模焊接复杂列车车身的最终解决方案。龙门式框架具有高结构刚度,这是无故障搅拌摩擦焊接的关键特性,远远超过了机器人焊接系统的锻造力和刚度能力。

HOST 50数控系统为总线式全数字数控装置,支持 EtherCAT 总线协议,具有多轴多通道控制、高速高精度、复合加工工艺及多轴组同步控制等技术。系统采用加减速控制算法、小线段加工控制算法及三次样条插补算法等,可满足高速高精的控制需求。该产品可以应用于航空航天、汽车制造、能源动力、五金模具、3C 等行业,为各行业提供高效、精准的运动控制及工艺解决方案。
MBS系列书本式驱动器是米乐推出的、产品范围宽广的驱动器系列,适用于工业领域的机械和设备制造。传统的驱动系统中,将制动时所产生的能量通过制动电阻转化为热能,而具有回馈能力的MBS系列模块式驱动器可将产生的制动能量高效地回馈至电网,达到节能的效果。模块化设计,确保了灵活性和可扩展性。
摩擦焊机器人
机器人搅拌摩擦焊设备,是将传统搅拌摩擦焊机头集成于机器人系统上,利用机器人的柔性化特征可实现搅拌摩擦焊直线、平面二维和空间三维的搅拌摩擦焊接,该设备可保证搅拌摩擦焊过程的稳定性焊接,实现焊接过程的高度自动化、全程无人干预等优点。

摩擦焊电主轴是米乐自主研发生产,具有结构紧凑、易于维护、效率高、振动小,噪音低等特点。该款电主轴功率范围广,标配高精度编码器,搭配D18系列总线型伺服驱动器,通过总线EtherCAT、Profinet总线控制实现高精度、高转速、高动态响应。
应用介绍
定制毛坯:FSW允许将任何铝合金连接到任何其他铝合金,甚至可以连接不同厚度的板。这样就可以生产定制设计的毛坯,用于后续冲压,例如门板。
电池托盘:FSW是基于尺寸精度和损伤容限的这种应用的理想选择。铝板、冲压件、型材和铸件可以高精度连接,使后续操作更容易。
电源模块:小型换热器是搅拌摩擦焊的关键应用。与传统的真空钎焊相比,FSW能够以更高的质量和更短的循环时间将盖子连接到热交换器。
造船
造船业长期以来一直受益于FSW生产各种尺寸的整体加固板。低变形接头使挤压铝型材的边缘焊接成为可能,以生产出随后可以切割成一定尺寸的宽面板并进行电弧焊接以支撑结构。这种方法还可以从较窄的挤压件生产宽板,使挤压件的采购更具竞争力。
FSW的航空航天应用始于低温燃料箱和运载火箭的生产。这些储罐需要非常长的焊缝和超高的质量,有时是特殊的铝合金,使应用非常适合摩擦焊。此外,FSW还被开发用于飞机,用于制造整体加固蒙皮和加筋板等应用,以便随后进行高速加工。
高速铁路车辆的生产需要铝合金的尺寸精度和高质量的焊接,通常来自复杂的挤压产品。
摩擦焊在电子工业中的应用包括生产可交付的产品,如热交换器,以及生产制造电子元件的设备。
FSW可以在一次通过中焊接非常厚的铝,具有出色的表面特性,使其成为生产通过严格泄漏测试要求的真空室的理想选择。





 当前位置:
当前位置: 